

發那科系統加工中心伺服刀庫的應用
發那科系統加工中心伺服刀庫的應用
深圳市拓智者科技有限公司 研發部 陳柯牟
一.伺服刀庫的優勢
1.1使用范圍
普通加工中心一般配置機械手刀庫,又被稱為刀臂式刀庫或圓盤式刀庫。刀庫容量大致是16到32把。它適用于加工場景簡單、無需高效率高精度的場合。機械手刀庫的結構簡單、易于操作,但是效率較慢。
伺服刀庫相比機械手刀庫更加復雜高效率,適用于大規模量產、刀具數量較多、需要頻繁更換刀具的加工場合,對于效率有著極致的要求。伺服刀庫通過伺服驅動控制伺服電機實現快速和精準的刀具更換。伺服刀庫的適用范圍更廣,能夠完成更為復雜的加工任務。
1.2加工效率
機械手刀庫適用于簡單加工、加工量較小、加工工藝簡單、使用的刀具較少無需頻繁換刀的加工環境。由于機械手刀庫工作原理較為簡單,刀具的更換和操作時間較長,導致其的加工效率較低,因此難以滿足大規模和復雜加工的加工場合。
伺服刀庫擁有極致的換刀速度,可以大幅提高生產加工效率。伺服刀庫通過內裝有伺服電機、伺服控制器,可以實現刀具的迅速換位、精準調整,擁有極快的選換刀速度,加工過程中實現自動化、連續加工,大大提高了加工產能。伺服刀庫適用于大規模量產、刀具數量較多、需要頻繁更換刀具的加工場合,能夠高速、穩定地完成各種加工生產部任務。
二.伺服刀庫的應用
本例子以發那科系統配匯川刀倉伺服24T刀庫為例,詳細說明刀倉伺服刀庫的PLC邏輯編寫。
2.1 伺服驅動說明
刀庫驅動器最多需要 I/O (12 In/8 Out )
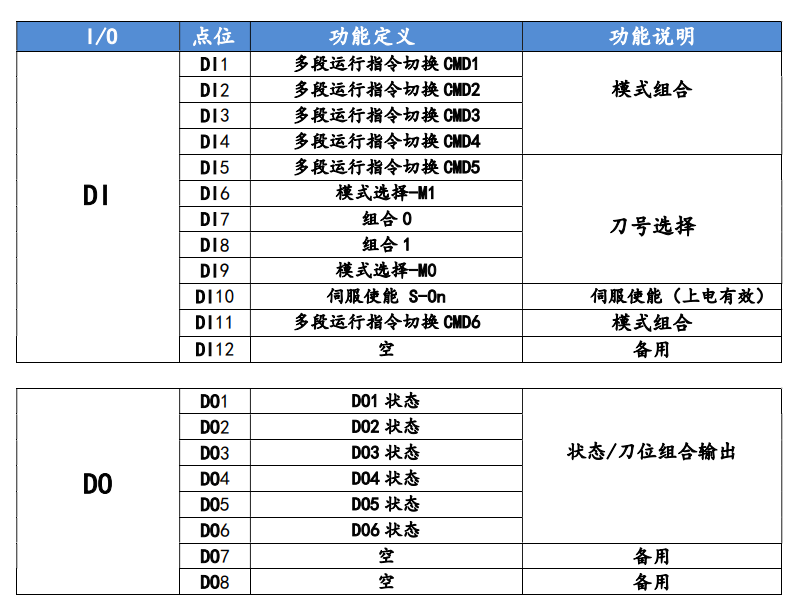
模式組合輸出說明
|
模式選擇-M0 |
模式選擇-M1 |
組合0 |
組合1 |
功能說明 |
|
0 |
0 |
0 |
1 |
自動分度模式 |
|
0 |
0 |
1 |
0 |
原點模式 |
|
0 |
0 |
1 |
1 |
緊急停止 |
|
0 |
1 |
1 |
0 |
手動單刀正轉 |
|
0 |
1 |
0 |
1 |
手動單刀反轉 |
|
1 |
1 |
0 |
1 |
寸動正轉模式 |
|
1 |
1 |
1 |
0 |
寸動反轉模式 |
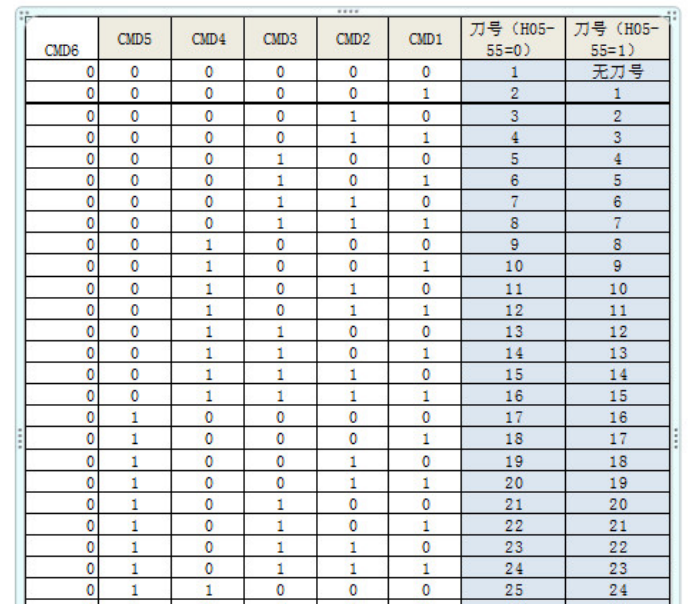
刀庫 CMD DI 組合說明:
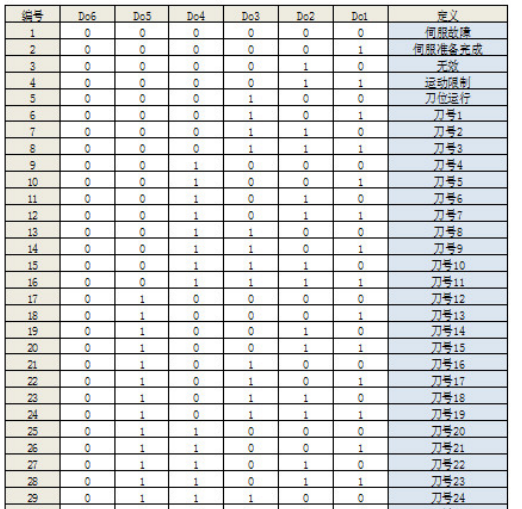
刀庫 DO 狀態信號說明:
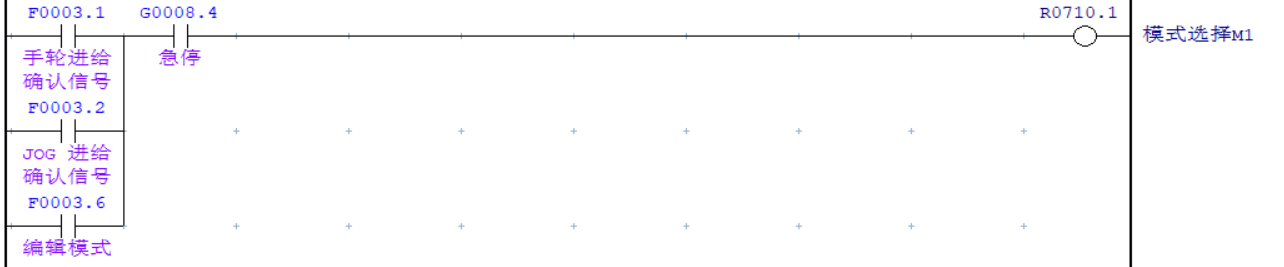
2.2伺服刀庫手動邏輯
伺服刀庫手動模式下,“模式選擇-M1”均為“1”,因此在可以將機床手動模式狀態(手輪,JOG,編輯)并列輸出“模式選擇-M1”為“1”
“模式選擇-M0”僅在刀庫寸動模式為“1”,該模式一般用于伺服刀庫的原點設置,屬于調試模式,機床正常使用過程無需用到該功能,因此使用K參數切換“0或1”的輸出。K參數開啟后,機床處于手動模式狀態(“模式選擇-M1”為“1”),即可激活伺服刀庫寸動模式。且進入該模式后刀庫處于調試模式,無法正常使用,同時需輸出刀庫處于調試模式的報警提示信息。

“原點模式”用設置伺服刀庫原點,即1號刀套位置。使用該模式是僅“組合0”為“1”,其它模式均為“0”。切為了避免誤操作導致刀庫原點丟失,需使用K參數切換該功能。
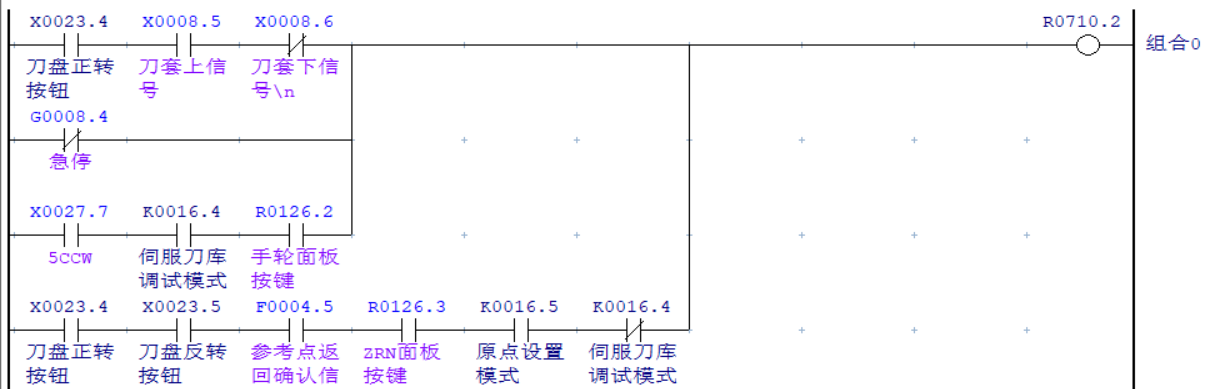
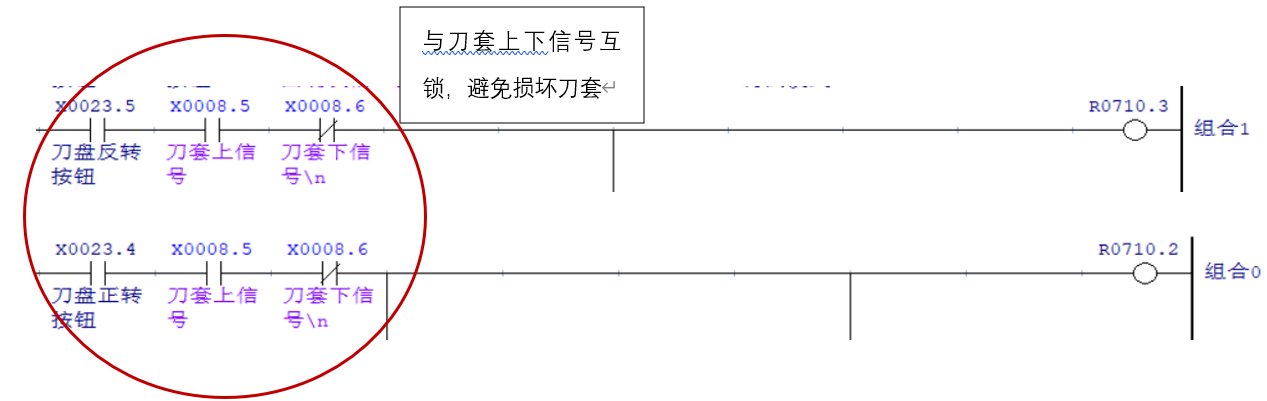
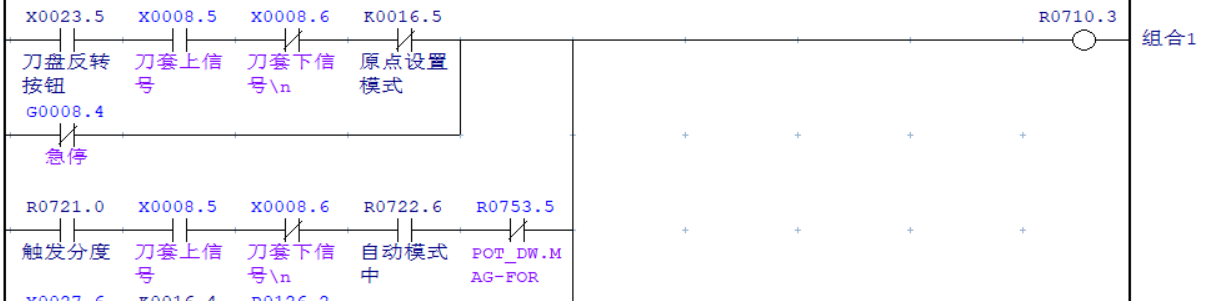
在 “模式選擇-M1”均為“1” “模式選擇-M0”均為“0”的狀態下,通過輸出“組合0”或“組合1”為“1”來試下刀盤的正反轉,為避免在刀套打下的情況下轉動刀盤導致刀庫損壞需同時與刀套上下信號做互鎖處理。
伺服刀庫“緊急停止”狀態是擁有刀庫出現異常時需立刻停止刀庫時使用,該狀態需與機床緊急停止按鈕串接在一起,按下機床急停按鈕時切斷“模式選擇-M1” “模式選擇-M0”輸出的同時輸出“組合0”“組合1”為“1”,激活伺服刀庫“緊急停止”狀態。
![]()
![]()


2.3伺服刀庫選刀邏輯
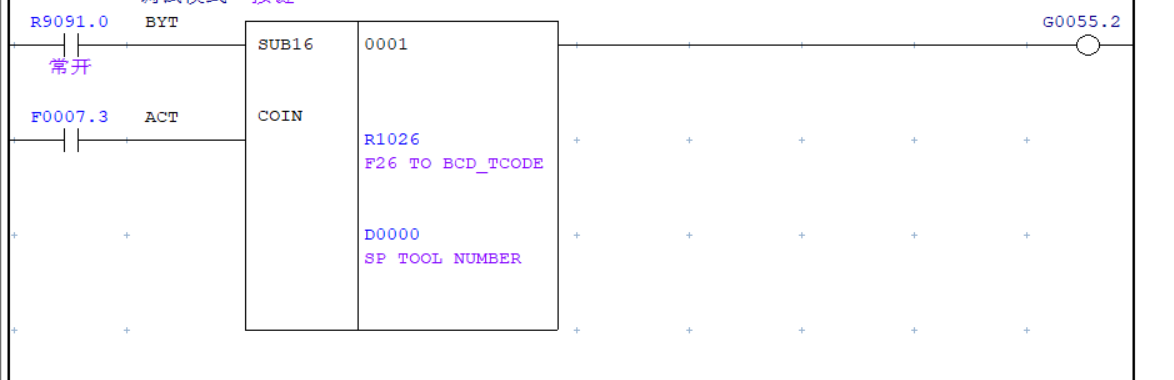
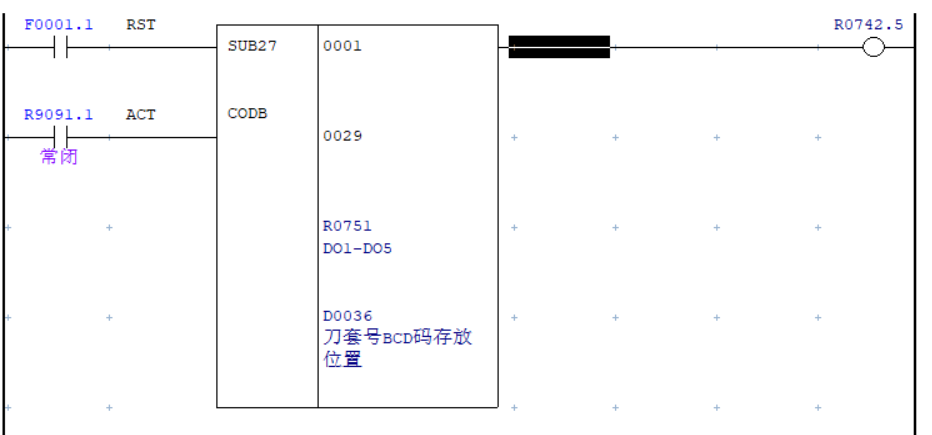
系統執行T指令是觸發F7.3信號導通SUB16進行目標刀號及主軸上刀號的一致性判定,若一致時輸出G55.2為“1“停止刀號輸出,直接接受換刀動作。
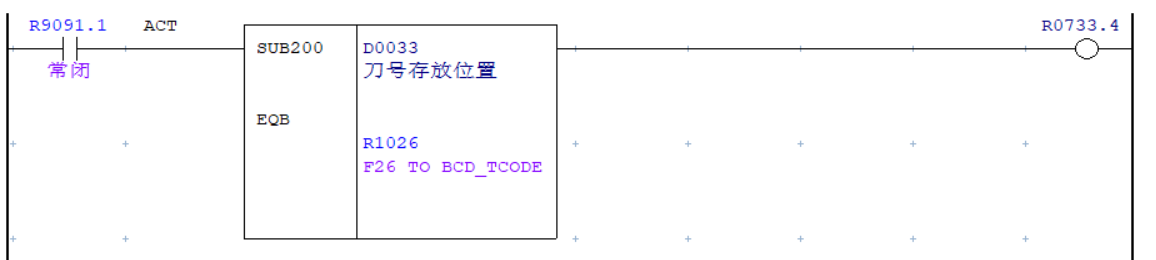
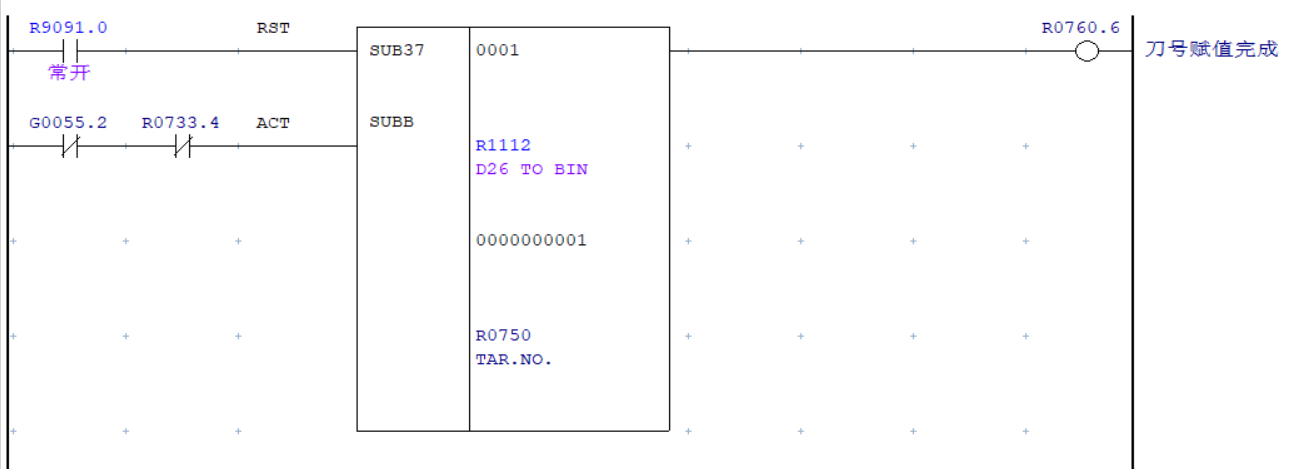
若不一致時,且SUB200判定目標刀號目前不在換刀位置時導通SUB37進行刀號賦值傳輸至伺服刀庫驅動器。
注:由于該款驅動器CMD DI 組合(CMD1-CMD1均為0)即輸入0時為1號刀,而且系統默認輸入1時為1號刀,因此使用SUB37(二進制減法)功能模塊進行刀號賦值傳輸。
伺服驅動器在收到系統賦予的刀號后,觸發刀庫的“自動分度模式”,刀盤進行自動選刀動作。“自動分度模式”下使用該模式是僅“組合1”為“1”,其它模式均為“0”,且自動換刀均在機床處于制動模式下進行,因此用機床的自動模式組合信號為判定條件輸出“組合1”為“1”,且為避免損壞刀套同樣需要與刀套上下信號進行互鎖。
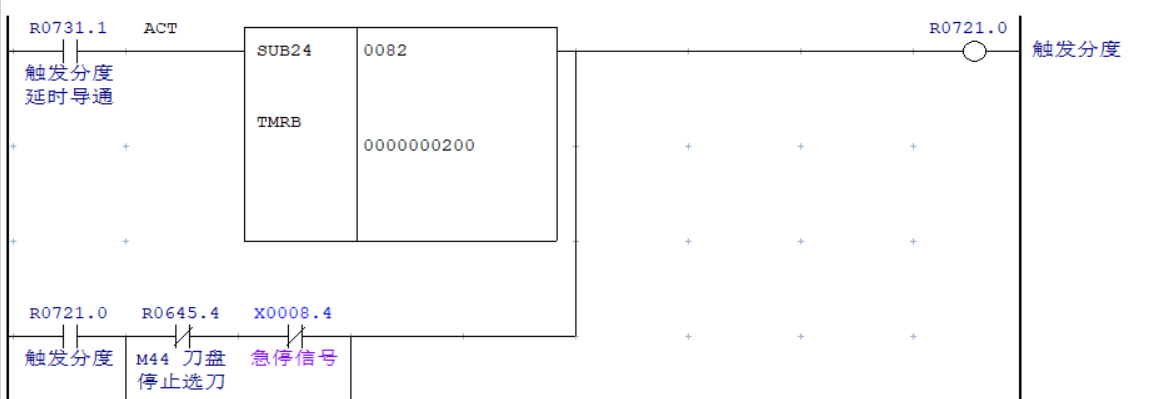
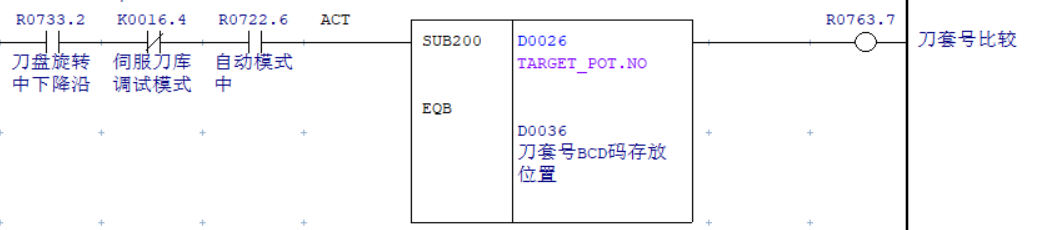
由于“自動分度模式”需在伺服驅動器在收到系統賦予的刀號后才能進行尋刀切該模式需觸發0.2秒以上才能進入,因此不能直接使用F7.3選刀信號進行觸發而使用中間繼電器,且延遲0.2秒導通并進行互鎖,確保“自動分度模式”可以正常觸發。刀盤選刀完成后導通SUB200功能指令進行刀盤換刀位置刀套內刀號與目標刀號的比較,一致時輸出R733.4信號打斷“自動分度模式” 互鎖,完成整個選刀過程。


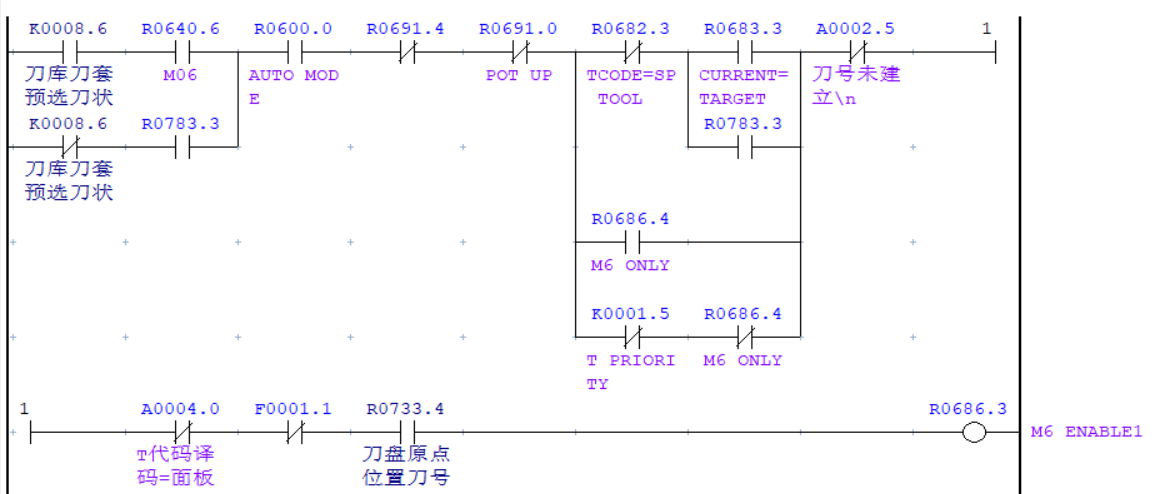
R733.4一致性判斷信號同時也應用與自動換刀過程中換刀使能判定,不一致時打斷換刀動作并輸出相對應的報警信息。
伺服刀庫完成選刀后會反饋對應的刀套好給予系統,同時將反饋刀套號與目標刀套號進行比較,一致是輸出選刀完成信號。
選到完成后執行刀臂旋轉動作即可完成換刀,該款刀庫刀臂部分為步進電機的凸輪機構,與普通圓盤刀庫一致,僅需按序輸出刀臂旋轉信號即可,這里不做詳細描述。
2.4 伺服報警信息輸出及解決方法
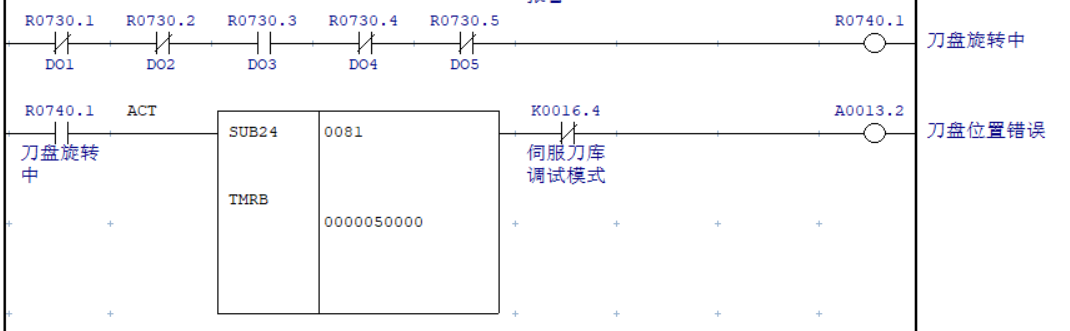
若刀盤旋轉選刀完成后刀盤位置錯誤,即出現DO狀態中僅DO3為“1”,其它均為0,情況下需輸出報警提示。一般情況下手動旋轉刀盤即可回正。若依然位置錯誤,使用寸動模式調整刀盤位置并重設原點也可解決。由于伺服刀庫進行選刀時,刀盤旋轉過程中也會伺服DO狀態中僅DO3為“1”,其它均為0的情況,因此該報警需延遲觸發。
附:換刀宏程序說明(該宏程序包含大小刀功能)
宏程序內容:
%
O9005
(FANUC YP A03)
G5.1Q0
M41 (自動換刀狀態保存)
#100=#4003
#500=#1009
M09
M05
G91G30Z0
G91G30Y0.M19
IF[#1008EQ1]GOTO110 (使用大小刀功能時跳轉N100進行大小刀判斷)
IF[#500EQ#4120]GOTO20 (所換刀號與主軸上刀號一致時跳轉N20,結束換刀)
M136 (開啟刀庫門)
M6T#4120 (執行換刀)
M43 (等待刀盤停止選刀信號)
N20
M42(自動換刀狀態結束)
G#100
M20
M137 (關閉刀庫門)
G5.1Q1
M99
N110 (大小刀部分換刀宏)
M43
IF[#907EQ#4120]GOTO100 (所換刀號與主軸上刀號一致時跳轉N100,結束換刀)
WHILE[#906NE#907]DO1
#3000=111(#906NO#907.TOOL.ERROR)
END1
#3003=1
#3004=1
#910=#4003
#907=#4120 (所換刀號)
IF[#4120EQ#901+1]GOTO120 (所換刀號為大刀刀號相鄰時跳轉N120輸出報警)
IF[#4120EQ#902+1]GOTO120 (所換刀號為大刀刀號相鄰時跳轉N120輸出報警)
IF[#4120EQ#903+1]GOTO120 (所換刀號為大刀刀號相鄰時跳轉N120輸出報警)
IF[#4120EQ#901-1]GOTO120 (所換刀號為大刀刀號相鄰時跳轉N120輸出報警)
IF[#4120EQ#902-1]GOTO120 (所換刀號為大刀刀號相鄰時跳轉N120輸出報警)
IF[#4120EQ#903-1]GOTO120 (所換刀號為大刀刀號相鄰時跳轉N120輸出報警)
IF[#906EQ#901]GOTO30 (主軸上刀號為大刀時跳轉N30執行還刀動作后再進行換刀)
IF[#906EQ#902]GOTO30 (主軸上刀號為大刀時跳轉N30執行還刀動作后再進行換刀)
IF[#906EQ#903]GOTO30 (主軸上刀號為大刀時跳轉N30執行還刀動作后再進行換刀)
IF[#907NE#901]GOTO60 (主軸上刀號為小刀時跳轉N60執行換刀動作)
IF[#907NE#902]GOTO60 (主軸上刀號為小刀時跳轉N60執行換刀動作)
IF[#907NE#903]GOTO60 (主軸上刀號為小刀時跳轉N60執行換刀動作)
N30
M44(一致性比較)
M6T#905 (大刀還刀)
G4X0.1
IF[#907EQ#905]GOTO99 (主軸刀號等于所換刀號時跳轉N99,結束換刀)
#906=#905
GOTO60
N50
#905=#907
N60 (換刀動作)
M136
M41
M6T#907
G#910
#905=#906
#906=#4120
M20
M137
GOTO100
N99
#905=#906
#906=#907
N100 (結束換刀動作)
M42
G5.1Q1
#3003=0
#3004=0
M99
N120 (輸出報警)
M42
#907=#906
G5.1Q1
#3003=0
#3004=0
#3000=1(NO TOOL)
M99
%
宏變量設置
已三把大刀為例子,執行換刀指令時,當主軸上刀號為大刀時,自動先歸還大刀,再換指定刀。
將#901、#902、#903分別設為大刀號19、21、23。將#905設成1,#906設成25,#907設成25。每次正常換完刀后#906與#907這兩個宏變量的值會自動設置成一致。
設3把固定的大刀T19、T21、T23,且相鄰刀套T18、T20、T22、T24為空刀套,不能裝刀,裝上也會被忽略。設置效果如下圖:

3.結論
通過上述調試說明中可以發現,刀盤式伺服刀庫與普通刀庫的差異。
機械手刀庫的工作原理較為簡單,它是一種手動機械設備。利用步進電機和機械凸輪結果進行換刀動作。刀具放置在換刀臂上,通過調整換刀臂的水平高度、深度、位置等參數實現刀具的更換和操作。機械手刀庫的工作效率較低,且使用時間較長后機械結構磨損,容易出現卡刀及掉刀的風險 。
伺服刀庫的工作原理則相對較于復雜。伺服刀庫內裝有伺服電機、伺服控制器等,可以通過PLC程序實現刀具的快速換位和精準調整。伺服刀庫可以實現刀具的批量化管理,高速換刀高速加工,極大提高了生產效率。





